English
お電話でのお問合せ 026-227-5013
ユーザー登録はコチラ
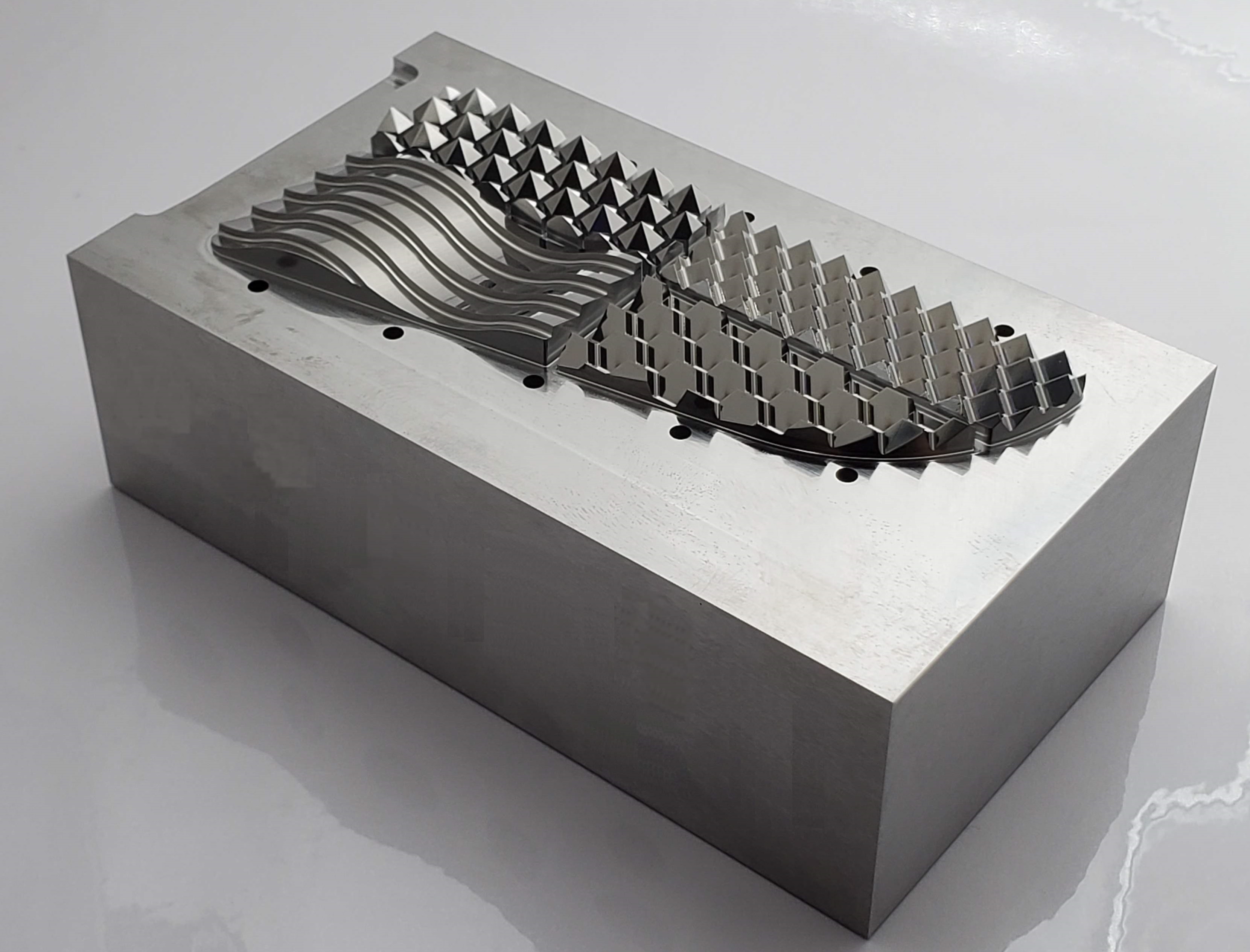
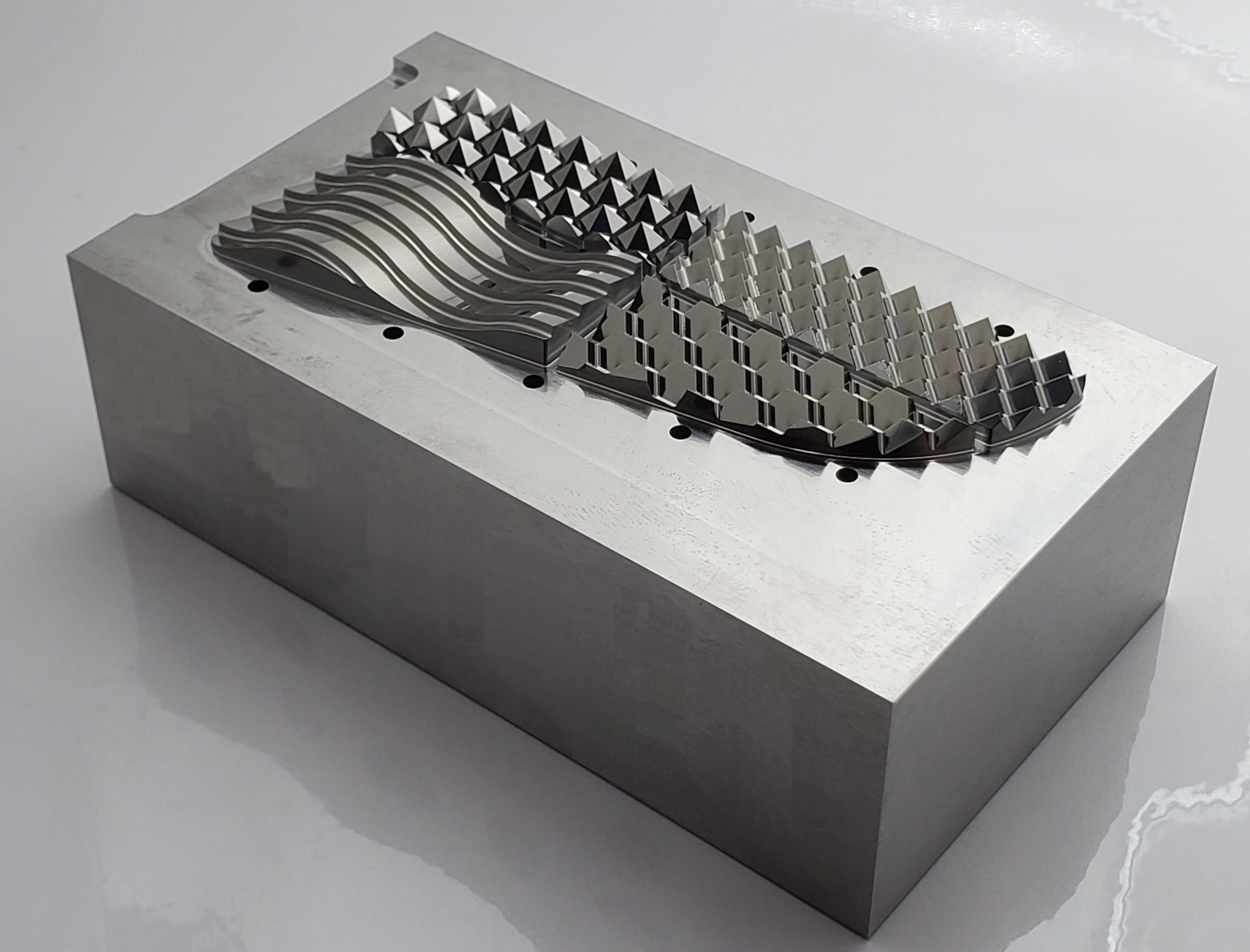
鏡面切削加工により、 金型の『ミガキレス化』、ミガキ作業による『形状のダレ』の抑制が 実現できます。 美彩な微細加工の追及を行っております。
材質:GHX HRC52 工具:R0.3ボールエンドミル 面粗さ:Ra0.03μm
材質:超硬 EF10 HRA92 工具:R0.3ボールエンドミル 面粗さ:Ra0.003μm
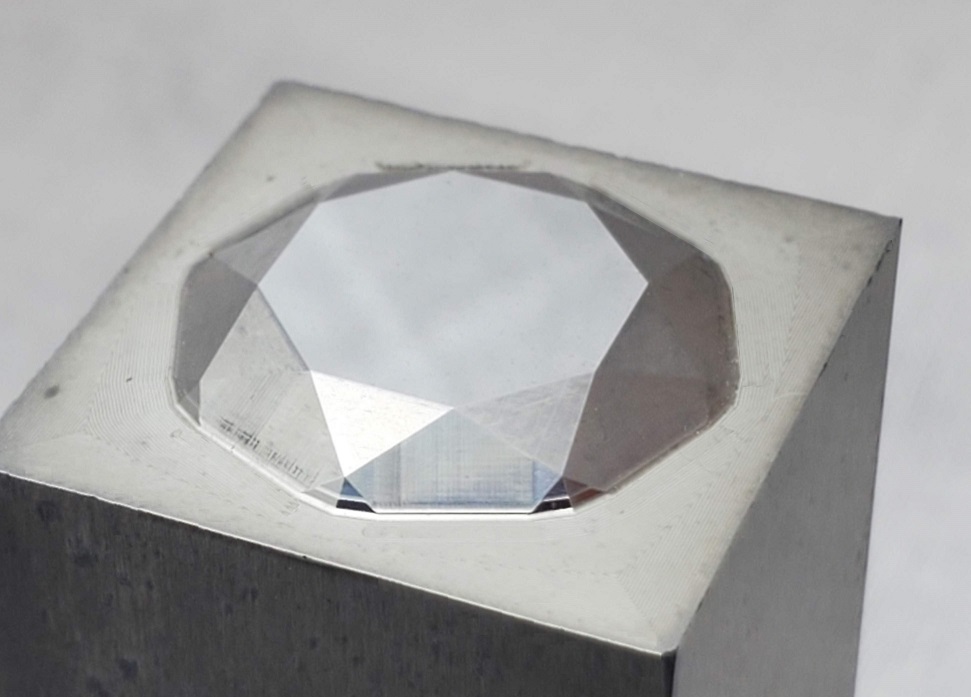
材質:SUS420J2 HRC52 工具:R0.3ボールエンドミル 面粗さ:Ra12nm
検索ページに戻る
油圧ショベル、道路機械、自走式クレーン等の建設機械
油圧ショベル、クローラーローダー、道路機械、自走式クレーンを中心に幅広く対応。
製品組立
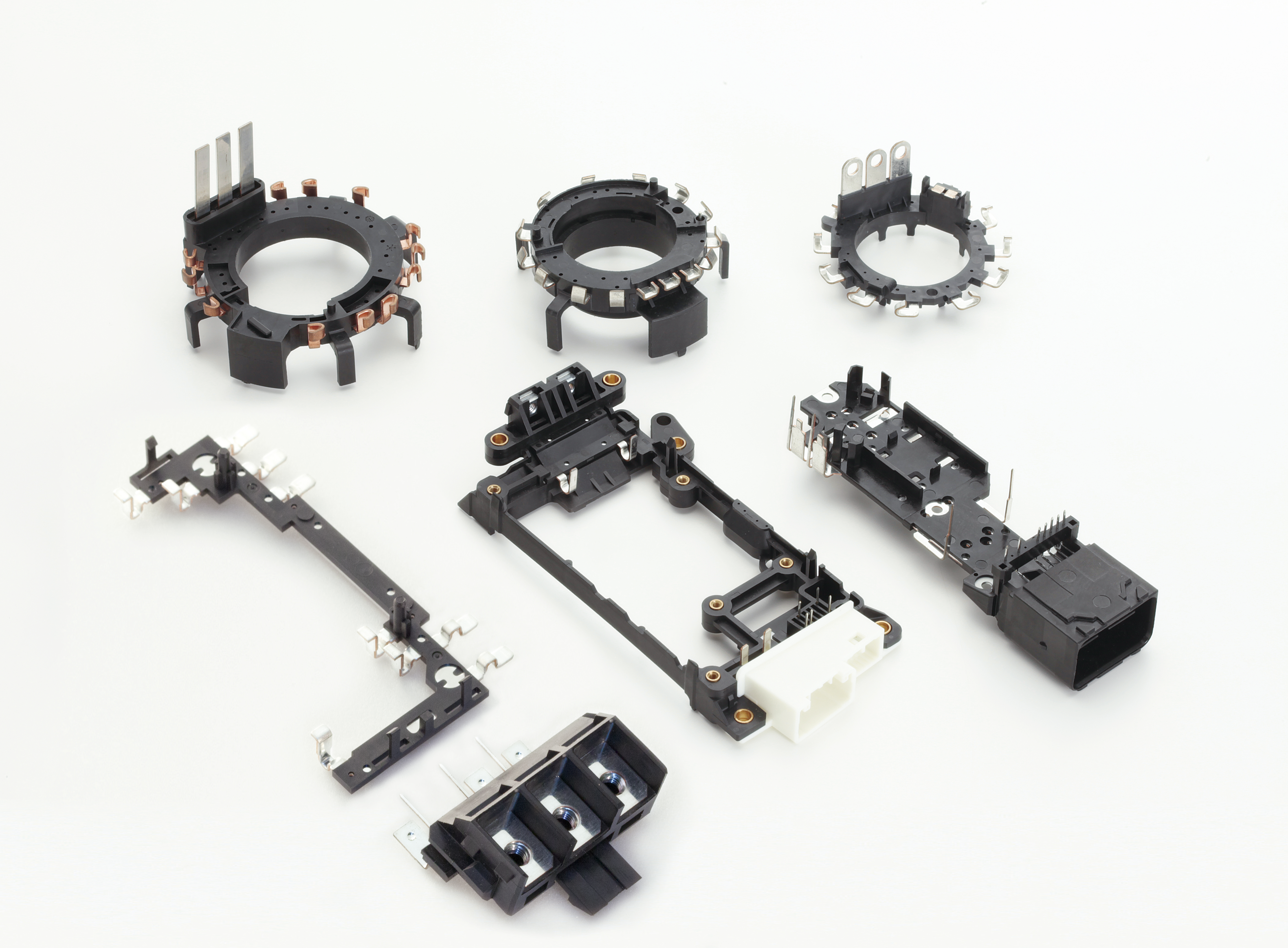
40年以上培った組立ノウハウと生産技術力を駆使し、家電製品や自動車等に組み込まれ
車載 (EPS) 関連部品の製造・販売
車の三大要素である「走る・止まる・曲がる」の「曲がる」にあたる電動パワーステアリ
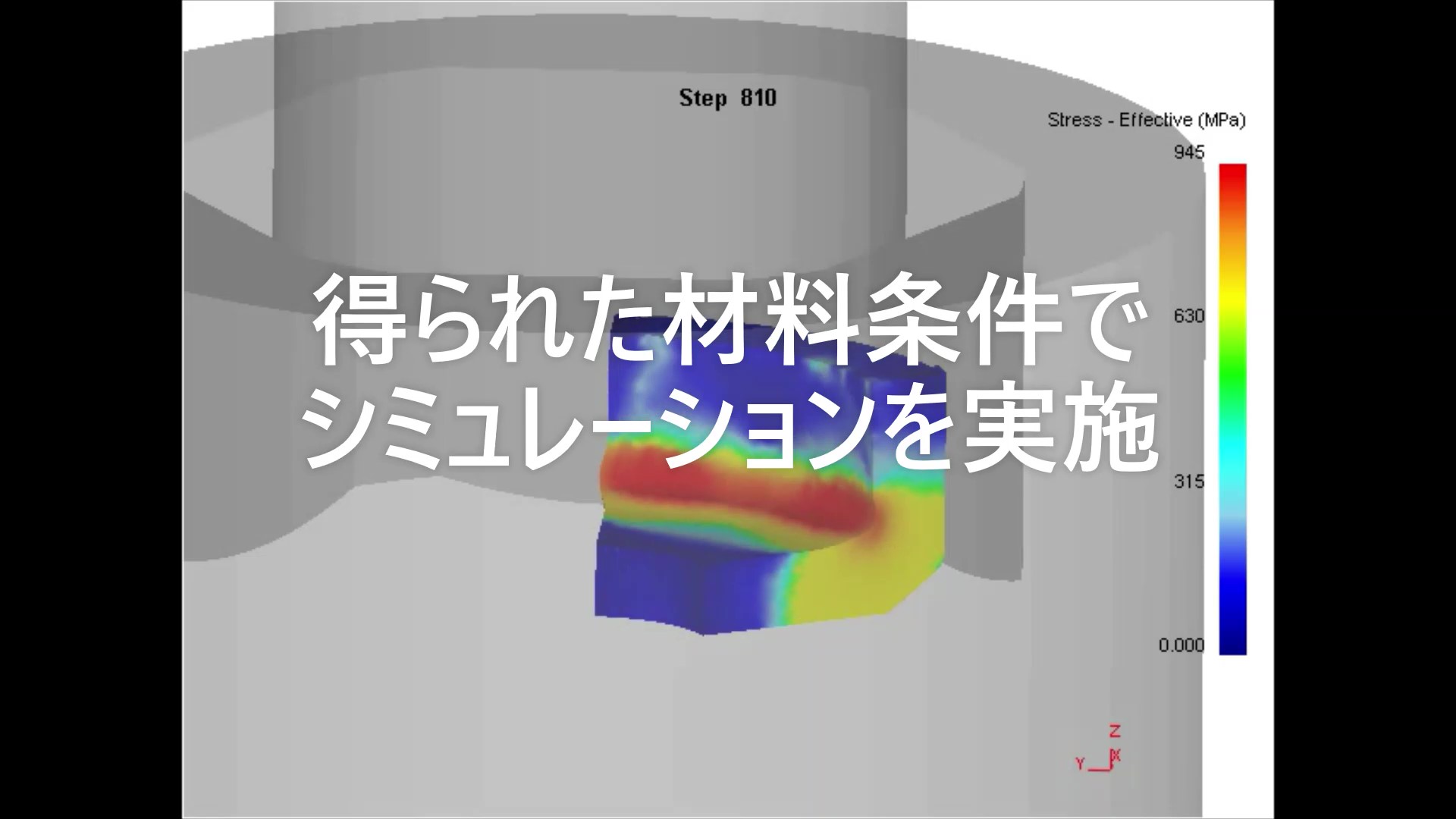
CAE解析による金型製作~材料データの取得から完成
太陽工業では、お客様から頂いた図面からの最適製作工法提案のため、 CAE解析に
プラスチック製品の生産、加工、販売
汎用樹脂の低コスト生産はもちろん、高い技術を必要とする樹脂(LCP、PPS、PA
CNC自動旋盤による金属加工
φ32までの複合加工をともなう高精度、高品質な切削加工を得意としております。
12インチ対応LED卓上型UV照射器
LEDランプを使用、上下同時照射を可能とし、12インチの大型ウェハーも対応できる
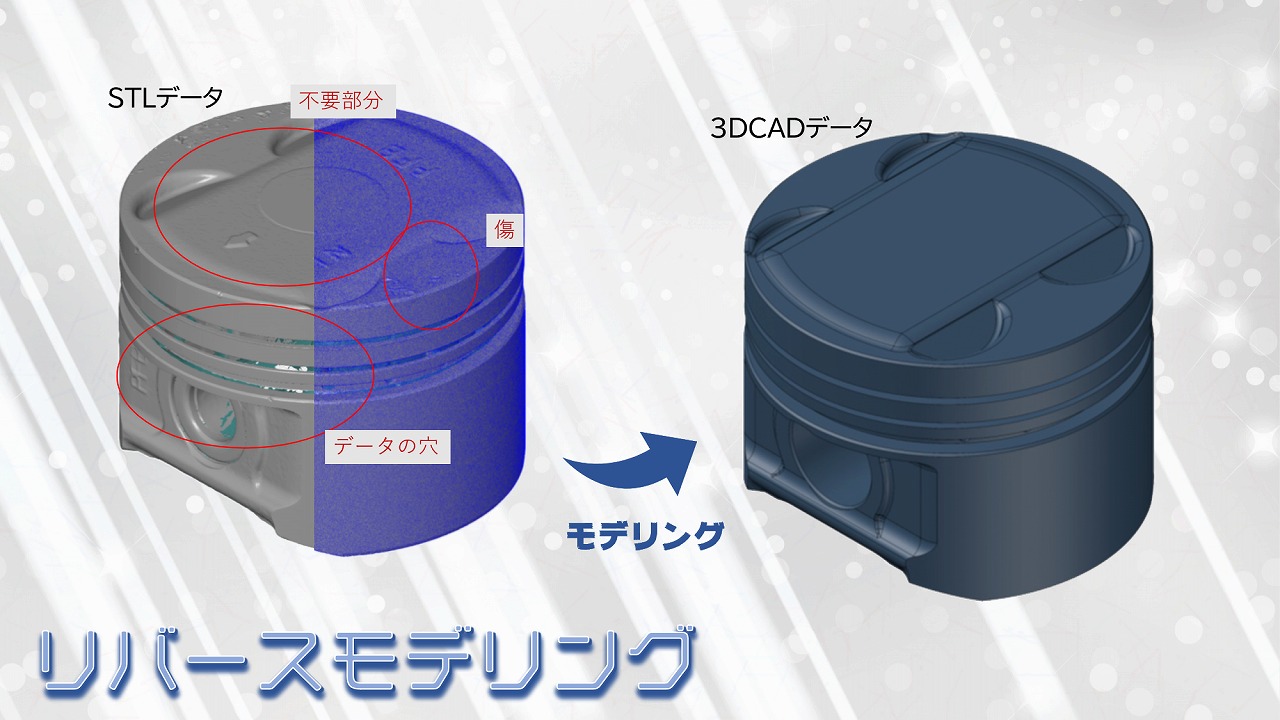
リバースモデリング(3DCADデータ化)
3Dスキャンにて取得した「STL」データや「OBJ」データを元に3DCADデータ
アマチュア・冷間鍛造順送プレス加工
最厚部3.5mm・最小部0.15mmと厚さの異なる微細形状部品の高精度生産を実現
プレス加工
・金型設計からプレス加工まで一貫体制 ・単発・順送対応可 ・高速プレス含む3
超精密切削加工
農業機械向けエンジンミッションのシャフト類や、汎用エンジン、燃料噴射ポンプ部品等
治工具に関する開発及び販売、各種専用機・検査装置の
治工具、省力化機器で単品加工品が主です。 設計から承ります。 OEM加工/製
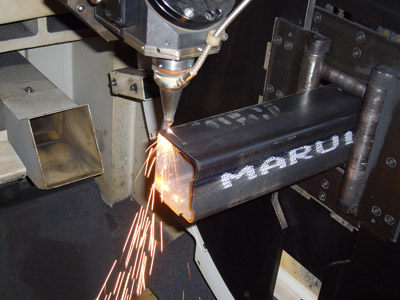
レーザー
パイプ状長尺2次元/3次元炭酸ガスレーザー加工機を導入している為、角パイプ、丸パ
ハーネス加工の問題解決
多くの実績(車載、医療、FA、民生など)、生産活動からの改善方法をご提案いたしま
複合加工技術
旋盤型の同時5軸加工機に、3Dプログラムのスキルを駆使し、複雑な形状の加工を高精
切削加工一筋50年 難削材加工にお困りの方、大歓迎
金属の切削加工部品製造 自動車・二輪車部品(量産品:鍛造・鋳造+切削) 航空
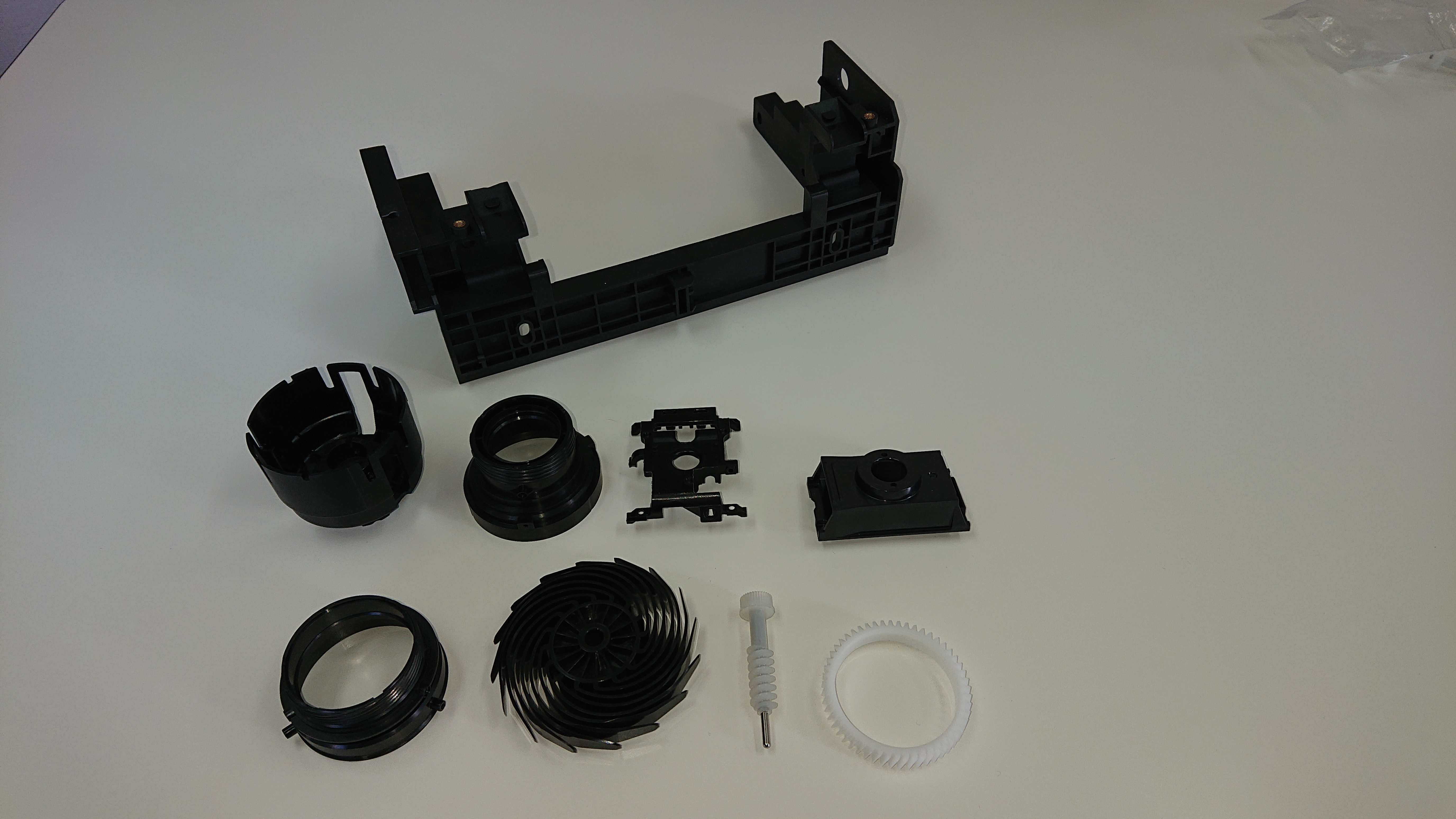
プラスチックの成形・加工・組立に関する販売及び輸出
当社は、プラスチック加工技術の開発研究に始まり、試作品及び金型製作、成形(単色成
精密切削 ローレット シャフト ローラー ステンレ
製品名:シャフト 材質:SUS303 SUS430 サイズ:φ10mm
初めての方へ
ユーザー登録はこちら
ログイン
この先の閲覧は、発注企業または登録企業として登録する必要があります
当サイトでは利便性の改善のため閲覧情報をCookieを使用して収集します。「同意する」ボタンを押して、情報提供のご協力お願いします。 詳しくは『個人情報保護方針 』をご参照ください。